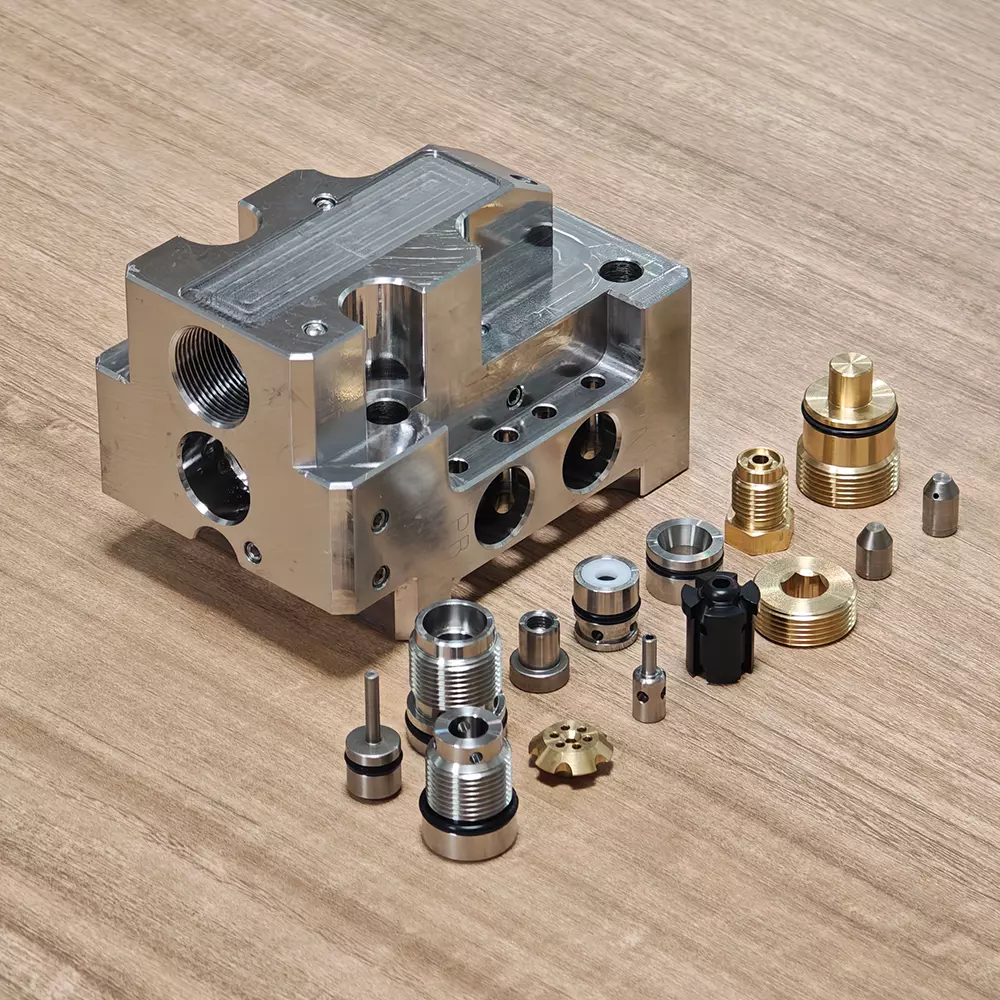



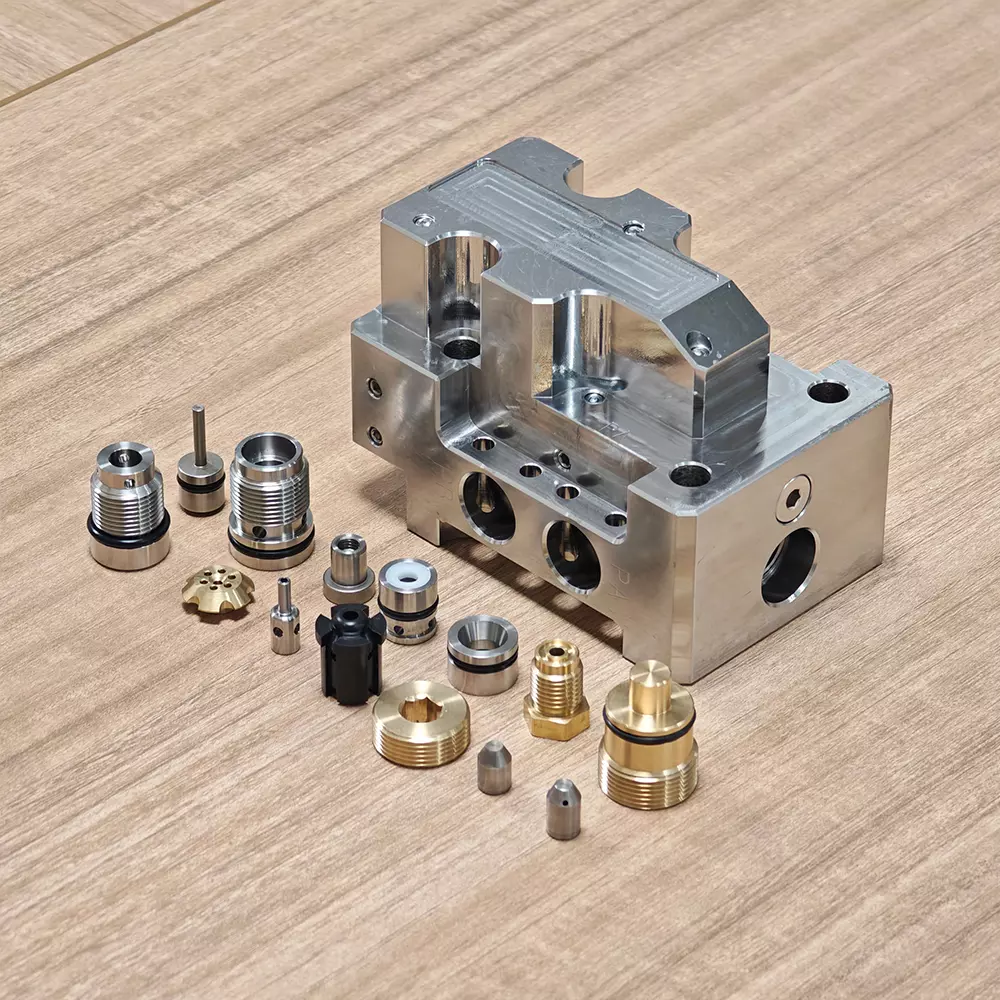
Custom Precision CNC Milling/Turning High Pressure Hydraulic Valve Manifold Blocks for Mining
Products
Latest News
Quality stems from rigorous craftsmanship
The hydraulic control valve, as the "heart" of the hydraulic system, its performance directly determines the operational accuracy and stability of construction machinery, industrial automation equipment, and other devices. Relying on the global precision mechanical manufacturing cluster advantage in Dongguan, and following the top international manufacturing standards, we have established a complete process and high-precision production system from raw material selection to product delivery, ensuring that each hydraulic control valve can operate stably and reliably under extreme conditions.
Raw material procurement and pre-treatment: Building a solid foundation for quality
1. Strict material selection criteria We precisely match raw materials based on the application scenarios and performance requirements of the hydraulic control valve: Select 430F stainless steel or ductile iron materials to ensure that the valve body has high strength and high density, capable of withstanding pressures above 700 bar.
Valve core and valve sleeve: Use stainless steel, alloy steel, etc. for wear-resistant and corrosion-resistant materials to ensure that the valve core can move flexibly within the valve body hole for a long time, with the clearance strictly controlled within 0.005 - 0.035mm. Sealing components: Use imported high-performance rubber and composite materials, capable of adapting to extreme temperature ranges of -50℃ to +100℃, ensuring zero-leakage sealing performance.
2. Fine pre-treatment Supplier evaluation and warehousing inspection: Establish a global supplier evaluation system and only cooperate with high-quality suppliers that meet ISO9001 certification. After each batch of raw materials arrives, multiple means such as spectroscopy analysis, hardness testing, and metallographic inspection are used to ensure that the material composition and performance meet international standards.
3. Aging treatment and flaw detection: For cast iron and steel blanks, aging treatment is carried out before processing to eliminate internal stress and prevent subsequent processing deformation. At the same time, ultrasonic flaw detection and magnetic particle flaw detection technologies are used to accurately detect internal defects in the material and prevent substandard raw materials from flowing into the production line.
Precise processing technology: Micrometer-level precision control
1. Valve body processing: High rigidity and sealing performance guarantee Take the electro-hydraulic directional valve valve body as an example, we use a horizontal machining center for fully automated processing, and the process flow is as follows:
-Coarse milling and fine boring: Roughly mill the various planes of the valve body, leaving a 0.2 - 0.4mm machining allowance; then fine bore the main hole to ensure the hole diameter tolerance is controlled within IT7 level, and the surface roughness Ra ≤ 0.8μm.
-Groove processing: Use a five-axis machining center to complete the drilling and milling of the complex flow channels inside the valve body, strictly controlling the position and coaxiality error of the holes to ≤ 0.01mm, thereby reducing the loss of fluid flow resistance.
-Grinding and polishing: Perform grinding treatment on the main hole to achieve a surface roughness of Ra ≤ 0.2μm, ensuring the mating accuracy of the valve core and valve body, and reducing the risk of internal leakage.
2. Valve core and valve sleeve processing: High-precision mating parts manufacture the valve core and valve sleeve as the core functional components of the hydraulic control valve. The processing accuracy directly affects the response speed and control accuracy of the valve:
-Precision turning: Use a CNC lathe to perform multi-process turning on the valve core, with the outer diameter tolerance controlled within 0.002mm, and the cylindrical error ≤ 0.001mm.
-Grinding and polishing: Achieve high-precision grinding of the valve core surface through an external cylindrical grinding machine, with surface roughness Ra ≤ 0.1μm; the key mating surfaces adopt manual polishing technology to further improve surface smoothness and mating accuracy.
-Valve sleeve processing: The inner hole of the valve sleeve is processed using deep hole drilling and honing techniques to ensure uniform and stable mating clearance between the inner hole and the valve core, with the clearance tolerance controlled within 0.005mm.
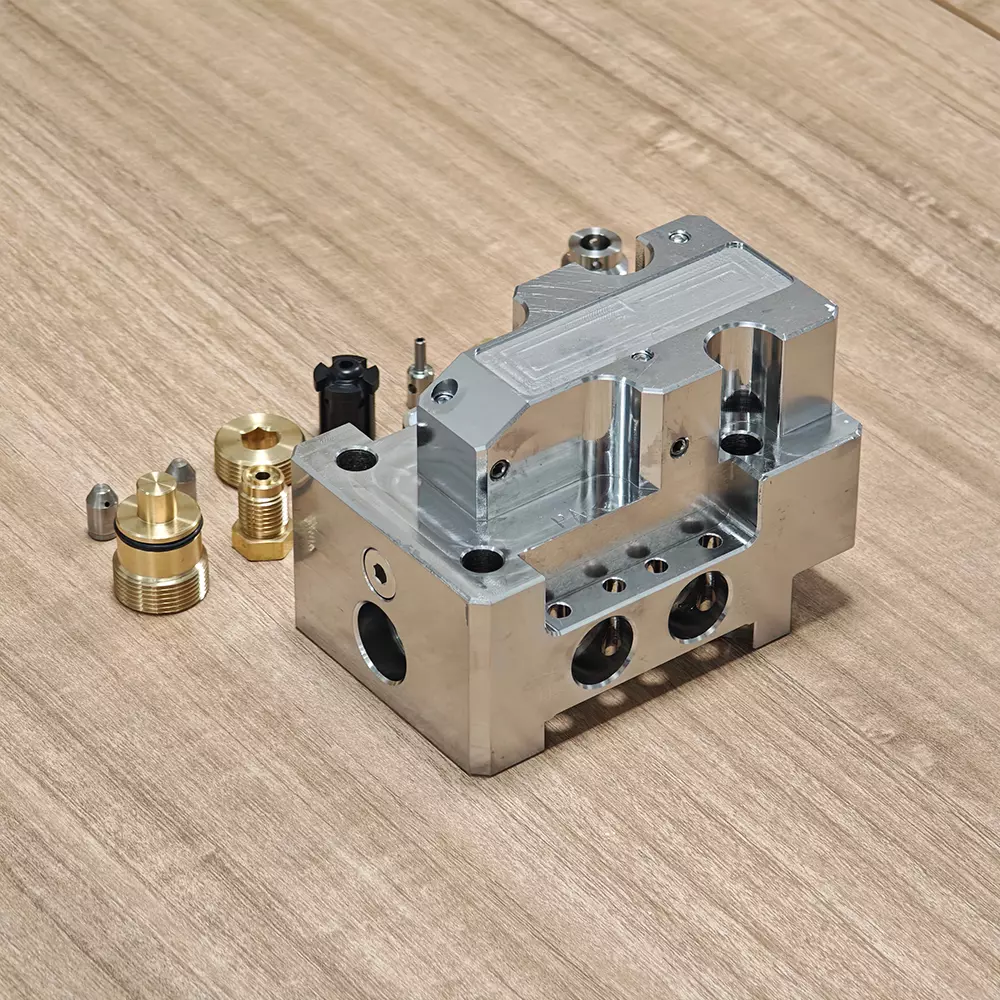
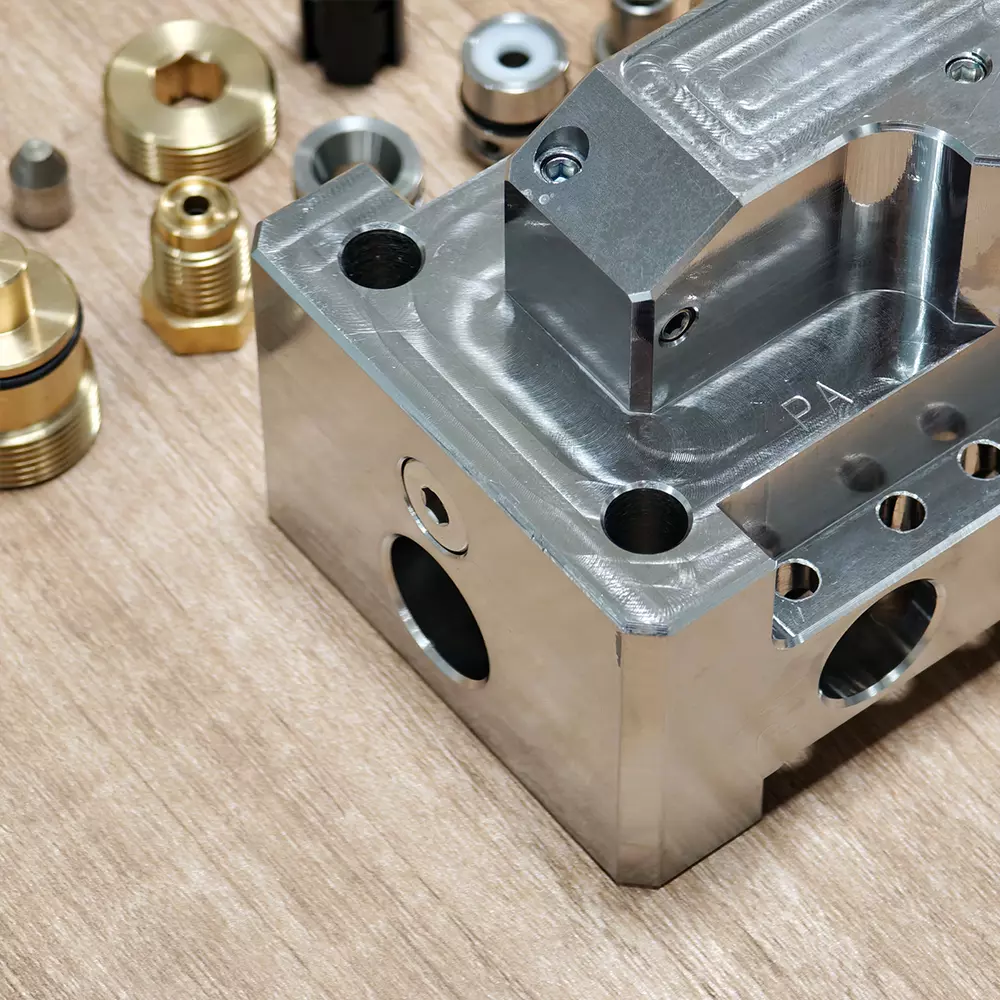
3. Valve block processing: Modular integration core
For modular hydraulic control valve groups, we adopt standardized valve block processing techniques:
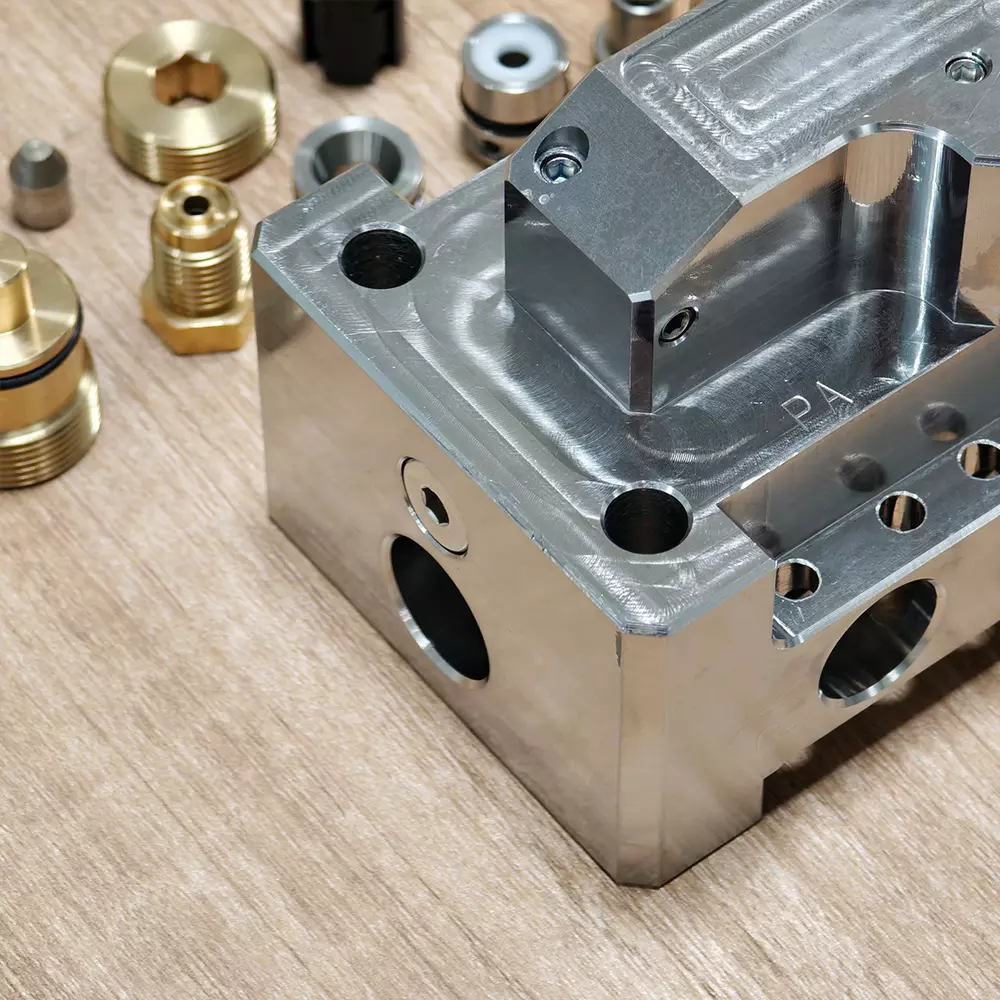
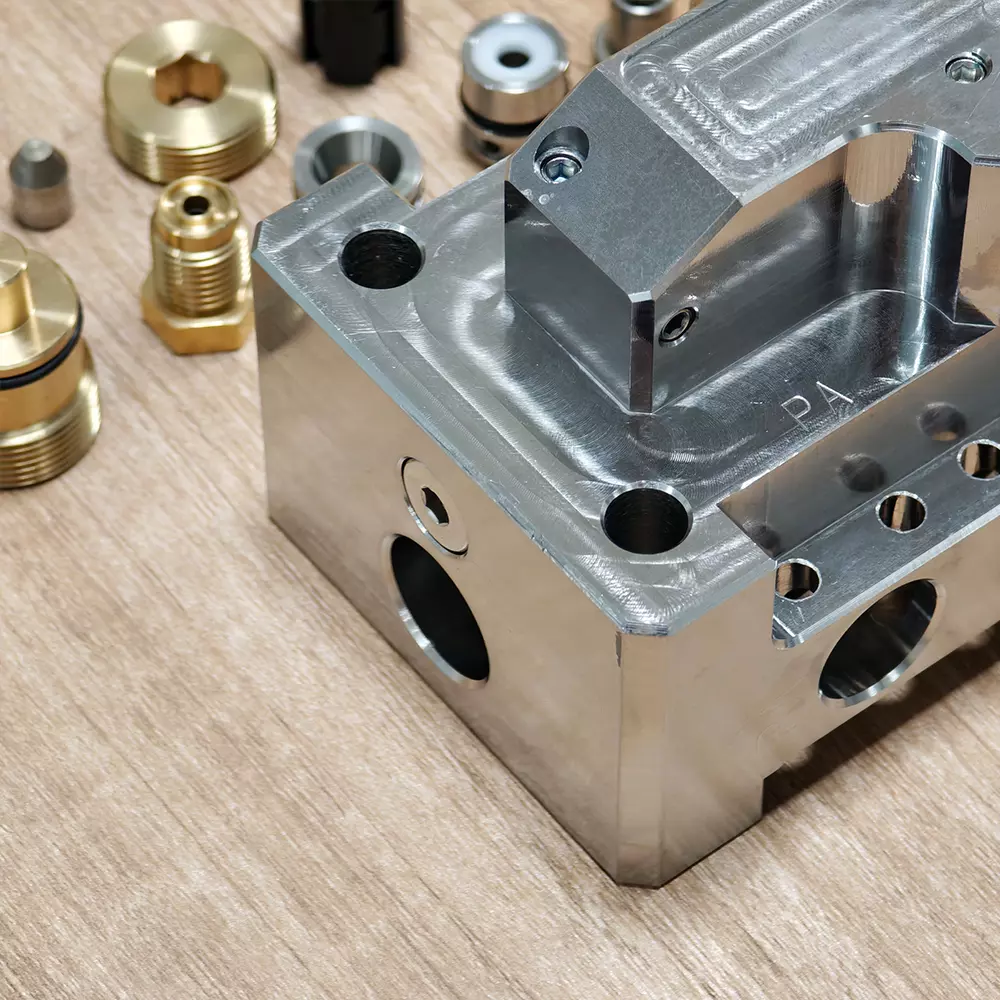
-Six-sided fine grinding: Through a CNC grinding machine, perform fine grinding on the six surfaces of the valve block to ensure the parallelism of adjacent surfaces ≤ 0.03mm and the perpendicularity of adjacent surfaces ≤ 0.05mm.
-Groove processing: Use a CNC drilling and tapping center to complete the processing of threaded holes, plug-in valve holes, etc. on the valve block. The thread accuracy reaches grade 6H, and the position error of the holes is ≤ 0.02mm.
-Deburring and cleaning: Use a combination of high-pressure water jet and ultrasonic cleaning to thoroughly remove burrs and impurities from the flow channels inside the valve block, ensuring the cleanliness of the hydraulic system to meet the NAS 8 standard.


Surface Treatment and Protection: Extending Product Lifespan
To enhance the corrosion resistance and wear resistance of the hydraulic control valve, we employ multiple surface treatment processes:
-Valve body: Phosphating treatment and electrostatic spraying are carried out, with the surface coating thickness reaching ≥ 60 μm. This can resist acid-base environments and ultraviolet radiation.
-Valve core and valve sleeve: Hard chromium electroplating or nitriding treatment is applied, with the surface hardness reaching HV800 or above, increasing the wear resistance by 3 - 5 times.
-Valve block: The internal flow channels undergo acid washing and phosphating treatment, while the outer surface is treated with galvanizing or nickel plating to effectively prevent rust and corrosion.
Assembly and Testing: Dual Assurance of Performance and Reliability
1. Clean Workshop Assembly: The assembly is carried out in a cleanroom with a cleanliness level of 10,000. Professional technicians use special tooling fixtures to assemble the hydraulic control valve:
-Component cleaning: All assembly components are cleaned three times in an ultrasonic cleaning machine to ensure no impurities on the surface.
-Precise assembly: Assembly is carried out in accordance with the ISO 4401 international standard. The mating clearance between the valve core and valve body is 100% inspected using a plug gauge to ensure assembly accuracy meets the design requirements.
-Seal detection: The valve body sealing surface is tested using a helium mass spectrometry leak detector, with the leakage rate controlled below 1×10^-7 Pa·m³/s.
2. Full Performance Testing: After each hydraulic control valve is assembled, it undergoes strict performance testing:
-Pressure test: Under 1.5 times the rated pressure, a pressure holding test is conducted for 30 minutes without leakage or deformation.


Related Products
Related Blog

Welcome Mr.Nurullah From Turkey To Visit Our Factory
A batch of high-end CNC equipments have been put into production